
Produktionsprocessen för kolmaterial är en noggrant kontrollerad systemteknik. Produktionen av grafitelektroder, speciella kolmaterial, aluminiumkol och nya avancerade kolmaterial är oskiljaktiga från användningen av råvaror, utrustning, teknik, hantering av fyra produktionsfaktorer och relaterad proprietär teknik.
Råvaror är de viktigaste faktorerna som bestämmer de grundläggande egenskaperna hos kolmaterial, och råvarornas prestanda avgör de tillverkade kolmaterialens prestanda. För produktion av UHP- och HP-grafitelektroder är högkvalitativ nålkoks det första valet, men även högkvalitativ bindemedelsasfalt och impregneringsasfalt. Men endast högkvalitativa råvaror, bristen på utrustning, teknik, ledningsfaktorer och relaterad proprietär teknik, gör att det inte heller går att producera högkvalitativa UHP- och HP-grafitelektroder.
Den här artikeln fokuserar på egenskaperna hos högkvalitativ nålkoks för att redogöra för några personliga åsikter, som nålkokstillverkare, elektrodtillverkare och vetenskapliga forskningsinstitut kan diskutera.
Även om den industriella produktionen av nålkoks i Kina är senare än utländska företags, har den utvecklats snabbt under senare år och börjat ta form. När det gäller den totala produktionsvolymen kan den i princip möta efterfrågan på nålkoks för UHP- och HP-grafitelektroder som produceras av inhemska koldioxidföretag. Det finns dock fortfarande en viss skillnad i kvaliteten på nålkoks jämfört med utländska företag. Variationerna i batchprestanda påverkar efterfrågan på högkvalitativ nålkoks vid produktion av stora UHP- och HP-grafitelektroder, särskilt när det inte finns någon högkvalitativ skarvkoks som kan möta produktionen av grafitelektrodskarvar.
Utländska kolföretag som producerar UHP med stora specifikationer är ofta högkvalitativ petroleumnålkoks som huvudsaklig råvara för koks. Japanska kolföretag använder även en del kolnålkoks som råvara, men endast för produktion av grafitelektroder med en specifikation på φ 600 mm. För närvarande är nålkoksen i Kina huvudsakligen kolnålkoks. Kolföretags produktion av högkvalitativ storskalig UHP-grafitelektrod förlitar sig ofta på importerad petroleumnålkoks, särskilt importerad japansk Suishima-oljeserienålkoks och brittisk HSP-oljeserienålkoks som råvara för koks.
För närvarande jämförs nålkoks som produceras av olika företag vanligtvis med de kommersiella prestandaindexen för utländsk nålkoks med hjälp av konventionella prestandaindex, såsom askhalt, verklig densitet, svavelhalt, kvävehalt, partikelstorleksfördelning, värmeutvidgningskoefficient och så vidare. Det saknas dock fortfarande olika grader av nålkoksklassificering jämfört med utlandet. Därför kan produktionen av nålkoks, i dagligt tal även för "enhetliga varor", inte återspegla kvaliteten på högkvalitativ premiumnålkoks.
Utöver konventionella prestandajämförelser bör kolindustrin också uppmärksamma karakteriseringen av nålkoks, såsom klassificering av värmeutvidgningskoefficient (CTE), partikelstyrka, anisotropigrad, expansionsdata i icke-inhiberat tillstånd och inhiberat tillstånd, samt temperaturintervall mellan expansion och kontraktion. Eftersom dessa termiska egenskaper hos nålkoks är mycket viktiga för kontrollen av grafitiseringsprocessen i produktionsprocessen för grafitelektroder, utesluts naturligtvis inte inverkan av de termiska egenskaperna hos asfaltkoks som bildas efter rostning av bindemedel och impregneringsmedel för asfalt.
1. Jämförelse av anisotropi hos nålkoks
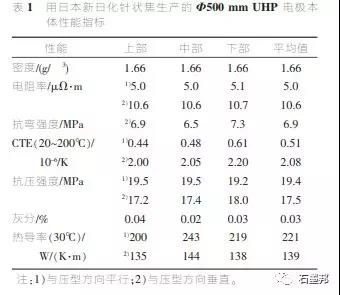
(A) Prov: φ 500 mm UHP-elektrodkropp från en inhemsk kolfabrik;
Råmaterial för nålkoks: Japansk ny kemisk LPC-U-kvalitet, förhållande: 100 % LPC-U-kvalitet; Analys: SGL Griesheim-anläggningen; Prestandaindikatorer visas i tabell 1.
(B) Prov: φ 450 mmHP elektrodkropp från en inhemsk kolfabrik; Råmaterial nålkoks: oljenålkoks från inhemsk fabrik, förhållande: 100%; Analys: Shandong Bazan kolanläggning; Prestandaindikatorer visas i tabell 2.
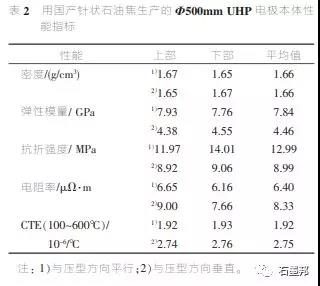
Som framgår av jämförelsen mellan tabell 1 och tabell 2 har lPC-U-kvaliteten hos nålkoks i nya dagliga kemiska kolmått en stor anisotropi av termiska egenskaper, där anisotropin för CTE kan nå 3,61~4,55, och anisotropin för resistiviteten är också stor och når 2,06~2,25. Dessutom är böjhållfastheten hos inhemsk petroleumnålkoks bättre än den hos ny daglig kemisk LPC-U-kvalitets nålkoks i kolmått. Anisotropivärdet är mycket lägre än för ny daglig kemisk LPC-U-kvalitets nålkoks i kolmått.
Analys av anisotropisk prestanda för produktion av ultrahög effektgrafitelektroder är en viktig analysmetod för att uppskatta kvaliteten på råmaterialet från nålkoks. Anisotropigraden har naturligtvis också en viss inverkan på elektrodproduktionsprocessen. Anisotropigraden hos elektricitet är extremt hög och har en bättre prestanda än anisotropigraden hos den genomsnittliga effekten hos en liten elektrod.
För närvarande är produktionen av kolnålkoks i Kina mycket större än produktionen av petroleumnålkoks. På grund av de höga råvarukostnaderna och priserna för kolindustrin är det svårt att använda 100 % inhemsk nålkoks vid tillverkning av UHP-elektroder, samtidigt som man tillsätter en viss andel kalcerad petroleumkoks och grafitpulver för att producera elektroden. Därför är det svårt att utvärdera anisotropin hos inhemsk nålkoks.
2. Linjära och volumetriska egenskaper hos nålkoks
Nålkoksens linjära och volymetriska förändringsprestanda återspeglas huvudsakligen i grafitprocessen som produceras av elektroden. Med temperaturförändringen kommer nålkoksen att genomgå linjär och volymetrisk expansion och kontraktion under uppvärmningsprocessen i grafitprocessen, vilket direkt påverkar den linjära och volymetriska förändringen av det elektrodrostade ämnet i grafitprocessen. Detta gäller inte för användning av olika egenskaper hos råkoks, förändringar i olika grader av nålkoks. Dessutom är temperaturintervallet för linjära och volymförändringar för olika grader av nålkoks och kalcinerad petroleumkoks också olika. Endast genom att bemästra denna egenskap hos råkoks kan vi bättre kontrollera och optimera produktionen av grafits kemiska sekvens. Detta är särskilt tydligt i seriegrafitiseringsprocessen.
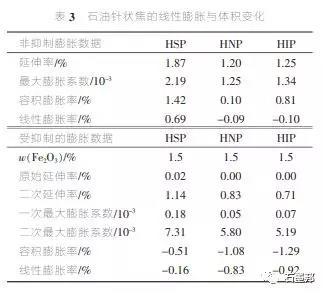
Tabell 3 visar de linjära och volymförändringarna samt temperaturintervallen för tre kvaliteter av petroleumnålkoks som produceras av Conocophillips i Storbritannien. Linjär expansion sker först när oljenålkoks börjar värmas upp, men temperaturen i början av den linjära kontraktionen ligger vanligtvis efter den maximala kalcineringstemperaturen. Från 1525 ℃ till 1725 ℃ börjar linjär expansion, och temperaturintervallet för hela den linjära kontraktionen är smalt, endast 200 ℃. Temperaturintervallet för hela linjekontraktionen för vanlig fördröjd petroleumkoks är mycket större än för nålkoks, och kolnålkoks ligger mellan de två, något större än oljenålkoks. Testresultaten från Osaka Industrial Technology Test Institute i Japan visar att ju sämre koksens termiska prestanda är, desto större är krympningstemperaturintervallet för linjen, upp till 500 ~ 600 ℃, och början av krympningstemperaturen för linjen är låg, vid 1150 ~ 1200 ℃ började krympning ske, vilket också är kännetecknande för vanlig fördröjd petroleumkoks.
Ju bättre de termiska egenskaperna och ju större anisotropin hos nålkoks är, desto smalare blir temperaturintervallet för den linjära kontraktionen. Viss högkvalitativ oljenålkoks har endast ett linjärt kontraktionstemperaturintervall på 100 ~ 150 ℃. Det är mycket fördelaktigt för kolföretag att styra grafitiseringsprocessens produktion efter att ha förstått egenskaperna hos linjär expansion, kontraktion och återexpansion hos olika råvaror, koks, vilket kan undvika onödiga kvalitetsavfallsprodukter som orsakas av att man använder det traditionella erfarenhetsbaserade sättet.
3 slutsats
Behärska råvarornas olika egenskaper, välj rimlig utrustningsmatchning, bra kombination av teknik och gör företagsledningen mer vetenskaplig och rimlig. Denna serie av hela processsystem är noggrant kontrollerade och stabila, och kan sägas ha grunden för att producera högkvalitativa ultrahögpresterande grafitelektroder.
Publiceringstid: 30 december 2021